查看分类
“内循环模式-Ⅰ”案例说明
前言
从前,只要一提到“洁净空气”、“洁净车间”、“内循环”,就会联想到“贵族身份”,不仅造价昂贵,运行费用更加昂贵,只有生产非常高级和贵重产品的车间如高级电路板、芯片等,才用得起。
“洁净空气”的唯一来源是通过“传统三-六级空气过滤系统”从新鲜空气中提取获得。
对于“含高浓度粉尘废气”,通常采用传统一级“滤袋除尘器”过滤净化后,将环保达标的干净废气外排放,即“外排放模式”。
直接从“含高浓度粉尘废气”中提取“洁净空气”这种事情,估计您想都不敢想。
2008年,随着“内循环模式-Ⅰ”核心技术的诞生,从“含高浓度粉尘废气”中提取“洁净空气”已成为“小儿科”了。
“洁净空气”、“洁净车间”、“内循环”的“贵族身份”已被掀翻在地,一夜之间,从“贵族身份”变成了“平民身份”。
“内循环模式-Ⅰ”的3项核心技术:
(1)年运行总费用比“传统三-六级空气过滤系统”从新鲜空气中提取相同等级“洁净空气”低80%、比传统“外排放模式”低20%。
所有企业都能够用得起!
尤其是“含高浓度粉尘废冷(暖)气”,可以节省巨量的冷(暖)气制作电能耗,每1万立方米每年节省电能耗费用≥46万元,十分可观。
(2)把车间的职业安全卫生环境从“含尘车间”提升至“干净车间”-“洁净车间”。
(3)实现“环保零排放”。
关键词:
“含高浓度粉尘废冷(暖)气” 洁净冷(暖)气 内循环 “含尘车间”
“干净车间” 节省巨量的冷(暖)气制作电能耗 高效回收贵重粉体
环保零排放
一、基本情况:
1、名称:
(1)案例名称:
老厂6条锰电池总装生产线车间:
“内循环模式-Ⅰ”:
尘源控制率(≥99.99%)---一级“次超级除尘器”+二级“U15空气过滤器”---“ISO Class 6(千级)的洁净冷气”内循环使用系统
简称6#
(2)案例公司名称:
美国伯克希尔•哈撒韦公司(“Berkshire”)---金霸王(中国)有限公司
2、行业地位及产能:
金霸王是全球碱性电池的标杆企业,其产品金霸王电池,通常与南孚、555电池摆在一起售卖,是妥妥的一家传统制造大厂。
但是,其产能已达到“工业4.0”。
3、治理参数:
3-1、治理前参数:
(1)治理废冷气量:
治理含(MO2、膨胀石墨)粉尘废冷气量:Q=54000m³/h。
(2)废冷气中粉尘浓度:
废冷气中总尘浓度:ω=2020mg/m³。
3-2、治理后参数:
(1)返回车间使用的洁净冷气量:Q=54000m³/h。
(2)洁净冷气中粉尘浓度:
A、返回车间使用的洁净冷气中总尘浓度:C=5×10-6 mg/m³。
B、二氧化锰单尘浓度:9×10-7 mg/m³。
C、膨胀石墨单尘浓度:4×10-7 mg/m³。
(3)洁净冷气的洁净度:ISO6级(相当于千级)
3-3、总除尘效率(或过滤精度):η=99.9999997%。
4、使用时间:
2008年---至今,已稳定运行时间≥13年。
5、特殊地理位置:
位于东莞市南城区宏图高新开发区。
该开发区现在已经是东莞市南城中心城区,金霸王是唯一的“钉子户”。
6、与人居环境和平共处:
在40多年经济发展的大潮下,不知有多少工业园区被倒逼迁离城区。
但是,金霸王这个“大钉子户”至今岿然不动,在高楼耸立的东莞市中心,犹如镶嵌着一块绿草如茵的“芯片”,和一街之隔的幼儿园、学校、高尚住宅区、办公大厦和睦相处,与周边人居环境匹配交融为一体,成为市区别致一景。
二、总装生产线车间简介:
1、总装车间(Depo Room):
是金霸王(中国)有限公司东莞厂密闭冷气大车间其中的核心车间。
常年保持恒温(25℃)和恒湿。
共计6条锰电池总装生产线。
2、产能已达到“工业4.0”:
每条生产线每分钟可以产出锰电池600粒。
目前,国内类似的生产线平均每分钟可以产出锰电池≤300粒。
6条生产线每天可产出锰电池518.4万粒,其生产效率和自动化程度已达到“工业4.0”。
3、粉尘污染严重:
每条总装生产线长约10米,布满了70-90个粉尘污染源点,每天收集粉尘≥200公斤,6条生产线每天收集粉尘≥1.20吨。
三、粉尘特征:
1、粉尘成分:
主要是MnO2和彭胀石墨,尤其彭胀石墨和打印机的碳粉一样,污染能力特别强大。
2、粉尘毒性:
(1)矽肺病:
粉尘吸入肺腔,造成肺堵塞。导致肺功能障碍,甚至呼吸衰竭。
(2)中枢神经系统中毒:
MnO2和彭胀石墨,这2种粉尘对人的脑神经系统都有不可逆的毒性作用,属于毒性大、危害大的粉尘。
3、粉尘属性:
属于没有化学反应和变化的惰性颗粒扬尘,即所谓的纯颗粒粉尘。
四、案例之前治理分析(2008年12月之前的治理情况):
1、车间粉尘污染十分严重:
以2008年12月为时间界线,之前,由一家新加坡公司提供的一套传统的“二级除尘-内循环系统”,但是,效果完全不行,车间粉尘污染十分严重。
车间粉尘浓度:
η=0.5-6.0mg/m³,平均≥3.0mg/m³。
严重超过GBZ 2.1-2007-中华人民共和国国家职业卫生标准《工作场所有害因素职业接触限值化学有害因素》锰及其无机化合物粉尘浓度<0.15 mg/m³,及《工作场所有害因素职业接触限值化学有害因素》石墨总尘浓度<4 mg/m³、呼尘浓度<2 mg/m³。
员工必须佩戴各种各样的防毒面俱才能上班,下班时全身沾满黑乎乎的粉尘,参见图片1。
属于典型的“含尘车间”。

图片1:上班时佩戴着防毒面俱和全身黑乎乎的员工照片
2、传统的“二级除尘-内循环系统”事故频发,严重影响生产:
(1)该系统一直处于崩溃状态,事故频发,严重影响正常的生产:
A、一级“传统滤筒除尘器”的运行阻力值1600-2400Pa,是正常运行阻力值800-1200 Pa的一倍,甚至达到≥3000Pa,滤筒常常被高频脉冲清灰的高压气吹爆,滤筒整体使用寿命不足6个月。
B、二级“传统空气过滤器”的运行阻力值≥1200Pa,是正常运行阻力值150-600Pa近一倍左右,空气过滤芯整体使用寿命≤1个月。
3、原因分析:
(1)车间尘源控制率低:
ξ<98%。
即≥2%的粉尘量(相当于≥24Kg/天),源源不断地逃逸和扩散到车间的空气中,并且,不断地叠加,污染和恶化了车间的空气质量。
(2)传统“二级除尘-内循环系统”提供内循环使用的冷气质量差:
A、一级“传统滤筒除尘器”缺乏创新技术,除尘效率太低:
≥0.3μm,η≤98%。
B、造成二级“传统空气过滤器”的负荷太重。
而且,空气过滤芯的过滤精度低:
H12,≥0.3μm,η≤99.97%。
获得亚高效(H12)级干净冷气(干净冷气中粉尘浓度<3×10-4mg/m³)。
C、只能提供亚高效(H12)级干净冷气供内循环使用。
(3)净化<污染:
(1)+(2)=内循环的净化能力小于粉尘逃逸和扩散能力。
或者:
逃逸和扩散的粉尘量大于内循环净化能力。
因此,车间空气质量越来越差,不断恶化。
五、案例分析(2008年12月之后的治理情况):
1、车间内一尘不染:
车间内一尘不染,即使在高温聚光灯下,也看不到一点点漂浮的尘埃,可与办公室的环境媲美,车间粉尘浓度:
η=0-0.0015mg/m3,达到“干净级车间”的标准。
比2008年12月之前车间的平均粉尘浓度下降2000倍以上,比国家职业卫生标准低100倍以上,参见图片2。
属于典型的“干净车间”。

图片2:“免戴口罩车间”内一尘不染可与办公室环境媲美的照片
2、15年以来一直保持零误工率:
(1)“内循环模式-Ⅰ”运行超级稳定,可持续运行时间≥5年:
一级“次超级除尘器”的运行阻力值:400-800 Pa,滤筒整体使用寿命≥5年。
二级“U15高效空气过滤器”的运行阻力值:100-300 Pa,空气过滤芯整体使用寿命≥5年。
(2)15年以来一直保持零误工率:
2008年12月至今的15年多时间里,所有设备完好如初,没有一件损坏,基本保持零故障率、 100%保持了零误工率。
3、原因分析:
(1)车间尘源控制率高:
“内循环模式-Ⅰ”的尘源控制率:ξ≥99.99%。
即只有<0.01%的粉尘量(相当于<0.12Kg/天),源源不断地逃逸和扩散到车间的空气中,粉尘量比2008年12月之前减少了200倍以上。
即使<0.01%的粉尘量,也同样会在车间空气中不断地叠加,污染和恶化车间的空气质量。
(2)“内循环模式-Ⅰ”提供内循环使用的冷气质量优异:
A、一级“次超级除尘器”采用核心自主的创新技术,除尘效率达到:
≥0.3μm,η=99.99-99.999%。
B、二级“U15高效空气过滤器”负荷轻。
而且,U15空气过滤芯的过滤精度达到:
≥0.12μm,η≥99.99995%。
获得“ISO Class 6(千级)的洁净冷气”(洁净冷气中粉尘浓度<5×10-6mg/m3)。
C、可以提供“ISO Class 6(千级)的洁净冷气”供内循环使用。
(3)净化>污染:
(1)+(2)=内循环的净化能力大于粉尘逃逸和扩散能力。
或者:
逃逸和扩散的粉尘量小于内循环净化能力。
因此,车间空气质量越来越好。
4、喜获“免戴口罩车间”匾牌:
2009年,金霸王美国总部为了表彰此项目的卓越成就,专门给总装车间颁发了“免戴口罩车间”匾牌,鼓励员工上班不用戴口罩。
众所周知,美国企业对员工职业安全卫生的防护之严厉,世界闻名,甚过于欧洲、日本。然而,在这样一个毒粉尘污染的生产车间,竟然鼓励员工上班不用戴口罩,几乎是不可想象或者绝无仅有的。
可想而知,人居环保的粉尘治理技术和功夫已到极致程度,以至于让美国巨头刮目相待了。
这个“免戴口罩车间”匾牌是十足赤金和沉甸甸的。

图片3:“免戴口罩车间” 匾牌照片
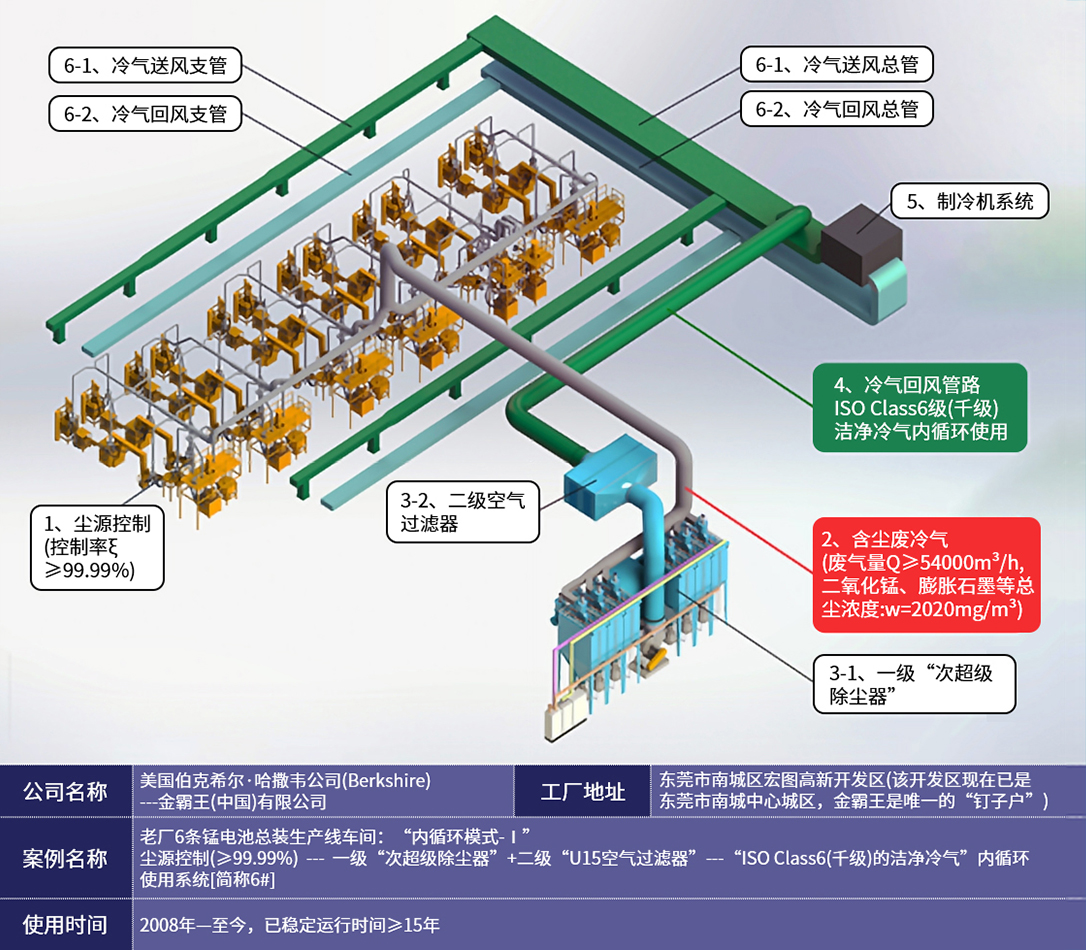
六、“内循环模式-Ⅰ”案例模型图(图片4):

七、“内循环模式-Ⅰ”案例的5项核心价值:
1、变废为宝---“内循环模式-Ⅰ”实现环保零排放:
将含高浓度粉尘废冷气过滤净化为“ISO Class 6(千级)的洁净冷气”,100%内循环使用,实现环保零排放。
2、变废为宝---“内循环模式-Ⅰ”有效提升“车间职业安全卫生环境”:
把“含高浓度粉尘废冷气”过滤净化为“ISO Class 6(千级)的洁净冷气”,100%内循环使用,从而将车间空气质量从“含尘车间”升级为“干净级车间”,达到提升和改善员工的职业安全卫生环境,实现变废为宝。
3、变废为宝---节省巨量的冷气制作电能耗:
由于制作冷气需要耗费大量的电能,因此,“次超级除尘器系统”将“含高浓度粉尘废冷气”过滤成为“ISO Class 6的洁净冷气”,100%内循环使用,实现变废为宝。
从图片8可以看出,每1万立方米“含高浓度粉尘废冷(暖)气”内循环使用年节省电能耗费用:≥46万元,十分可观。
4、变废为宝---高效回收利用贵重的粉体:
本案例(6条生产线)MnO2和彭胀石墨粉尘的回收率≥99.999%。
高效回收利用的贵重粉体为MnO2和彭胀石墨,以每天回收≥1.2吨计,每年回收≥438吨。
回收的MnO2和彭胀石墨粉体100%重新利用。
以每吨1万元计,每年回收贵重粉体≥438万元。
5、节能、降耗、降维:
“内循环模式-Ⅰ”的年运行总费用比“传统三-六级空气过滤系统”从新鲜空气中提取相同等级的“洁净空气”低80%、比传统“外排放模式”低20%。
确保所有的企业都能够用得起“内循环模式-Ⅰ”系统。
八、关于金霸王的补充说明:
1、15年以来已为金霸王节省各种费用≥7.5亿元:
自2008年12月至今已15年有多,人居环保已为金霸王设计制造安装了8套“内循环模式-Ⅰ”系统和1套“内循环模式-Ⅱ”系统,共计9套“内循环模式”系统。
(1)每年回收冷气数十亿立方米,节省电能耗费用上千万元。
(2)每年回收贵重原材料粉体数千顿,节省原材料费用数千万元。
(3)节能、降耗、降维3项,每年节省费用上千万元。
以上3项每年为金霸王节省费用≥0.5亿元。
15年以来已为金霸王节省各种费用≥7.5亿元。
2、金霸王收获巨大的城市中心红利:
金霸王能够在高楼耸立的东莞市中心活得很滋润,主要得益于8套“内循环模式-Ⅰ”系统和1套“内循环模式-Ⅱ”系统。
其形象、品牌、军心、人才等方面都在收获巨大的城市中心红利。
金霸王即收获巨大的改革开放红利,又在此基础之上叠加了城镇化红利。
九、获奖情况:
“内循环模式-Ⅰ”共计8套,其中7#的“RJH12H-24×8X介布二元滤筒除尘器”获得“2017年省级工业和信息化专项资金(支持珠江西岸先进装备制造业发展)------首台(套)装备的研发与使用专题项目,奖励金202.89万元(参见附件1)。